Robotic Case Packing Cell
- Home
- Recent Projects
- Robotic Case Packing Cell

Project summary
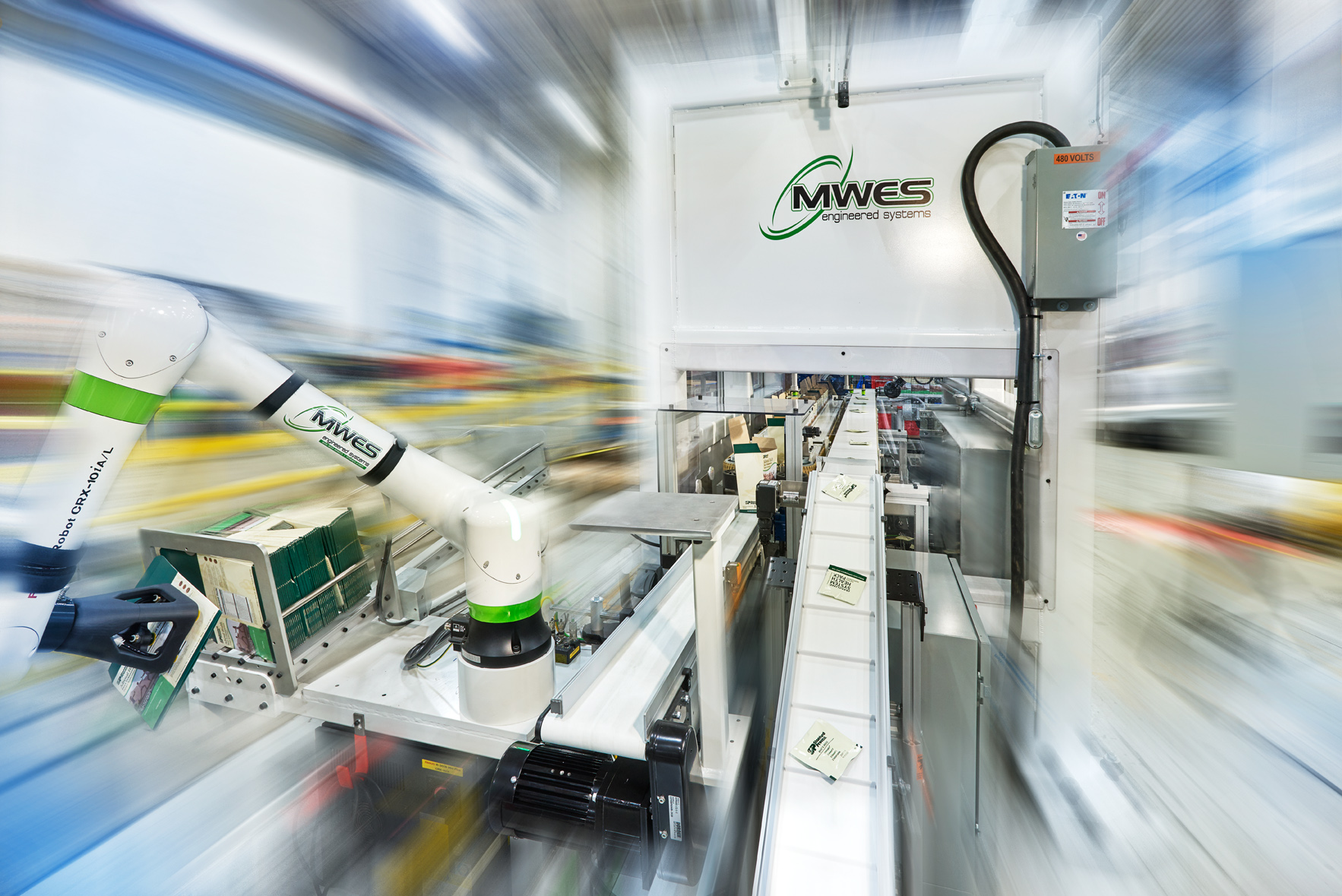
MWES provided a nutraceutical company with a machine to erect pre-glued auto-bottom boxes and pack 60 individual pill packs into each of those boxes.
The Challenge
Case packing operations typically require a large number of workers to manually pack the cases, however with the storage of a viable workforce and the costs associated with it. For those reasons, a nutraceutical product manufacturer chose to transition their process over to robotic automation which was needed to increase throughput and allow employees to focus on other duties. With MWES’ vast experience building case packing machines, we were the logical choice for this firm.
The Solution
MWES provided this firm with an automated pill pack packing machine that consists of two major stations: the robotic case erecting station and the case packing station. Because safety was a major concern, a collaborative robot (Cobot) was used at the case erecting station which required no fencing as this type of robot senses the presence of human workers and can operate out in the open unabated.
The freestanding case erecting station is a machine consisting of a flat box magazine and a cobot with an associated robot controller. The cobot can automatically erect cases at a rate of four boxes per minute, and feed them into the case packing station. The case packing station receives cases from the case erecting station, as well as the customer’s product from upstream processes. The case packing station contains a case conveyor, a product conveyor, case packing delta robots, power and control enclosures, the packing robots and associated controllers, and the operator interface terminal.
The pill packs arrive in the machine via an infeed elevator conveyor from a Wrapade machine. The packs pass under a vision system and trigger sensor to determine their position and orientation on the infeed conveyor. As the pill packs pass under the robots, the robots track the pill packs and it picks three packs at a time to form a complete layer within the box using a vacuum-based end-of-arm tool (EOAT).
The empty cases are erected by the case erection station and are brought to the outfeed conveyor metering station via a two-sided conveyor belt system where the cases are metered. Cases proceed under the robots where pill packs are deposited by the robots in specified patterns until the box is full. Once full, the cases exit the case packing station via the full case elevation station. The case elevation Station is capable of accumulating several cases for the machine’s operators to handle and for downstream processes.





Impact to the Customer
The automated packing machine we provide to our customer can pack boxes at a production rate of 14,400 pill packs per hour (or 240 pieces per minute). This translates to a production rate of four cases of 60 packs per minute, making their overall equipment effectiveness (OEE) increase by 85%.
Midwest Engineered Systems has a wide range of experience in building automated case packing machines. If you’re looking to improve your case packing throughput, we have the knowledge and experience to make the project a success.
Contact us to learn about how Midwest Engineered Systems can automate even your most complex and challenging operations today.
Innovation Through Automation
Client Details
A leading nutraceutical company based in Wisconsin.