
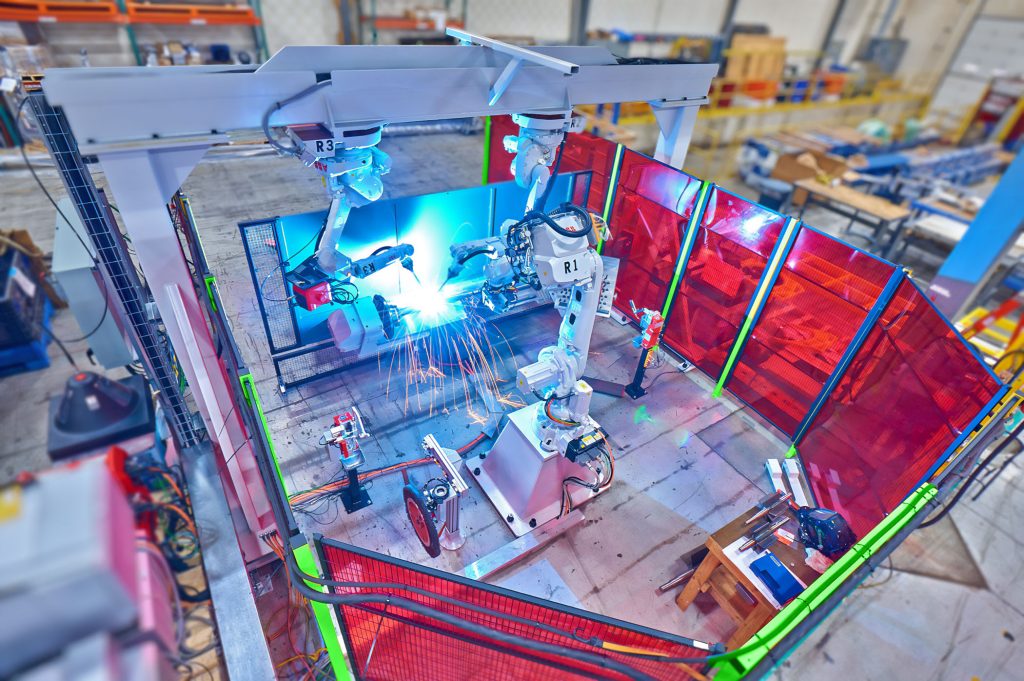
 Midwest Engineered Systems has extensive experience operating with a wide range of different welding processes. All of these processes are compatible with robotic automation and combined with robot vision systems, these processes are unmatched. We have several AWS Certified Welding Inspectors (CWI) and AWS Certified Robotic Arc Welding Technicians (CRAW-T) on staff to ensure high-quality results for your automated welding system.
Midwest Engineered Systems has extensive experience operating with a wide range of different welding processes. All of these processes are compatible with robotic automation and combined with robot vision systems, these processes are unmatched. We have several AWS Certified Welding Inspectors (CWI) and AWS Certified Robotic Arc Welding Technicians (CRAW-T) on staff to ensure high-quality results for your automated welding system.
We have the experience and know-how to provide the proper welding process for the correct welding application. Integrating these processes with robotic welding automation your manufacturing process will stay competitive for many years to come.
Robotic Multi Vane Rotor Assembly Welding
MWES integrated a robotic welding cell to manufacture multiple varieties of rotor vane configurations...

Aerial Lift Weldments Automation
MWES provided this manufacturer with two robotic welding cells for producing industrial aerial...

Robotic Frame Welding Automation
MWES provided this manufacturer with a robot welding cell that manufactures large generator...

Skid Steer Welding Automation
The robotic weld cell that MWES provided to our customer is capable of processing both Wacker...

Pressure Vessel Head Welding Cell
MWES provided this industrial equipment manufacturer with a robotic welding and positioning...

Concrete Mixer Drum Welding Line
MWES provided this manufacturer with a robotic automation system to weld booster cone sub-assemblies...

Skylift 3-Axis Welding Positioner
This project consists of a MWES standard Robotic Welding Positioner and End Effector for our...

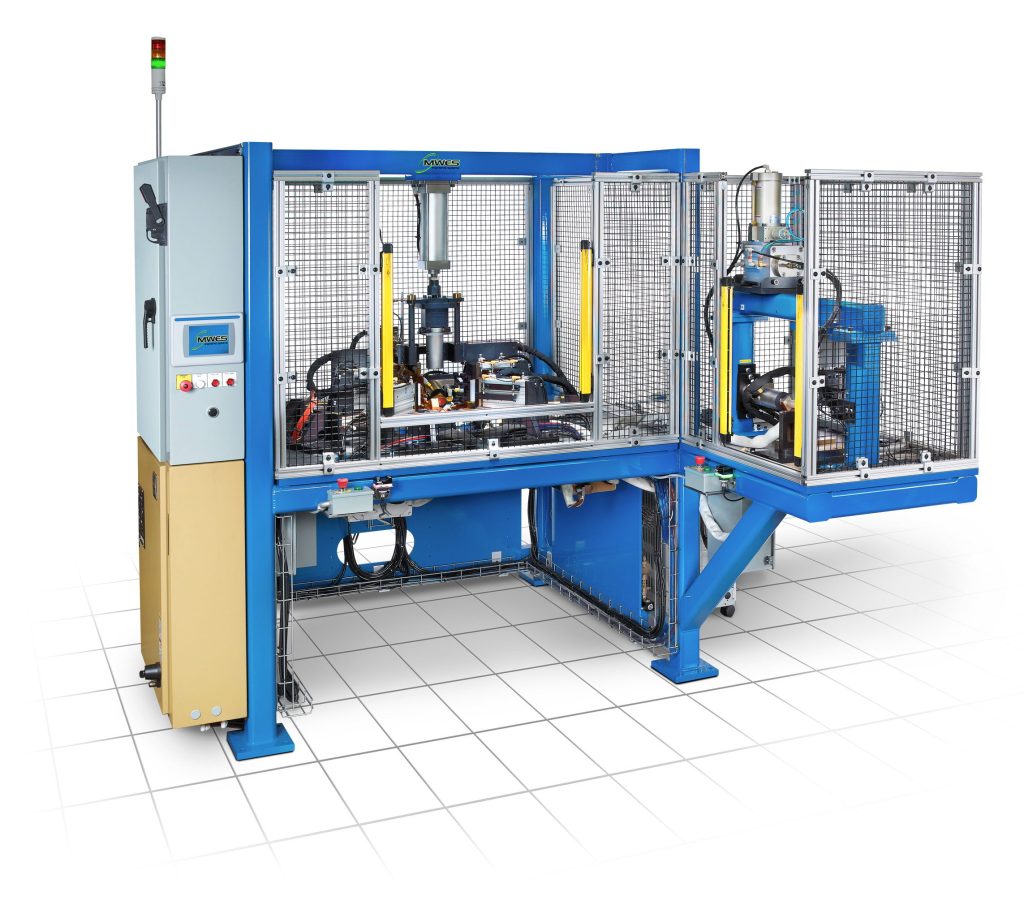
Automated Spot Welding Assembly
MWES built a resistance spot welding automation cell as part of the assembly of automotive...
Tube Cover Automated Welding System
MWES provided this firm with an automated welding machine for manufacturing tube covers for...